n
n
Expertise in training personnel from
all parts of the industry.
Using the company’s own patents as
a basis, an intelligent face systemwas
developed and introduced in
collaboration with the group subsidiary,
RAGMining Solutions. This focused on
the key automation objectives shown in
Figure 1.
The system is designed to maintain
efficient coal winning, in conjunction
with high safety requirements, by
interlinking the key coal face
components (shearer-loader, face
conveyor and shield supports
with electrohydraulic control).
These components have already
been part-automated (automatic
machine travel and ranging-arm
operation, automatic shield support
sequence and automatic conveyor
pushing).
In order to employ the intelligent face
automation system, the face equipment
also has to meet the following
requirements:
n
n
The shearer-loader, which in
Germany is employed in working
thicknesses of 1.6 – 4.5 m, must
be fitted with sensors to monitor
ranging-arm position, machine
travel speed, machine position and
transverse and longitudinal tilt.
n
n
The face conveyor, operating in
conjunction with an IPC, must
be monitored for overload (using
current consumption, for example,
the StroMatic system). The rate of
advance is usually measured by
reed transducer, which detects the
amount of travel at the conveyor
advancing gear.
n
n
The electrohydraulic shield supports
must be fitted with a control
system that can perform automatic
shield operations as a function of
the shearer drum position. The
intelligent face automation system
also requires the installation height
to be calculated using inclination
sensors operating in conjunction
with the geometric data from all
of the load-bearing parts of the
support unit. When articulated
cantilever bars are being deployed,
the system has to be equipped with
angle sensors or reed transducers for
status monitoring purposes.
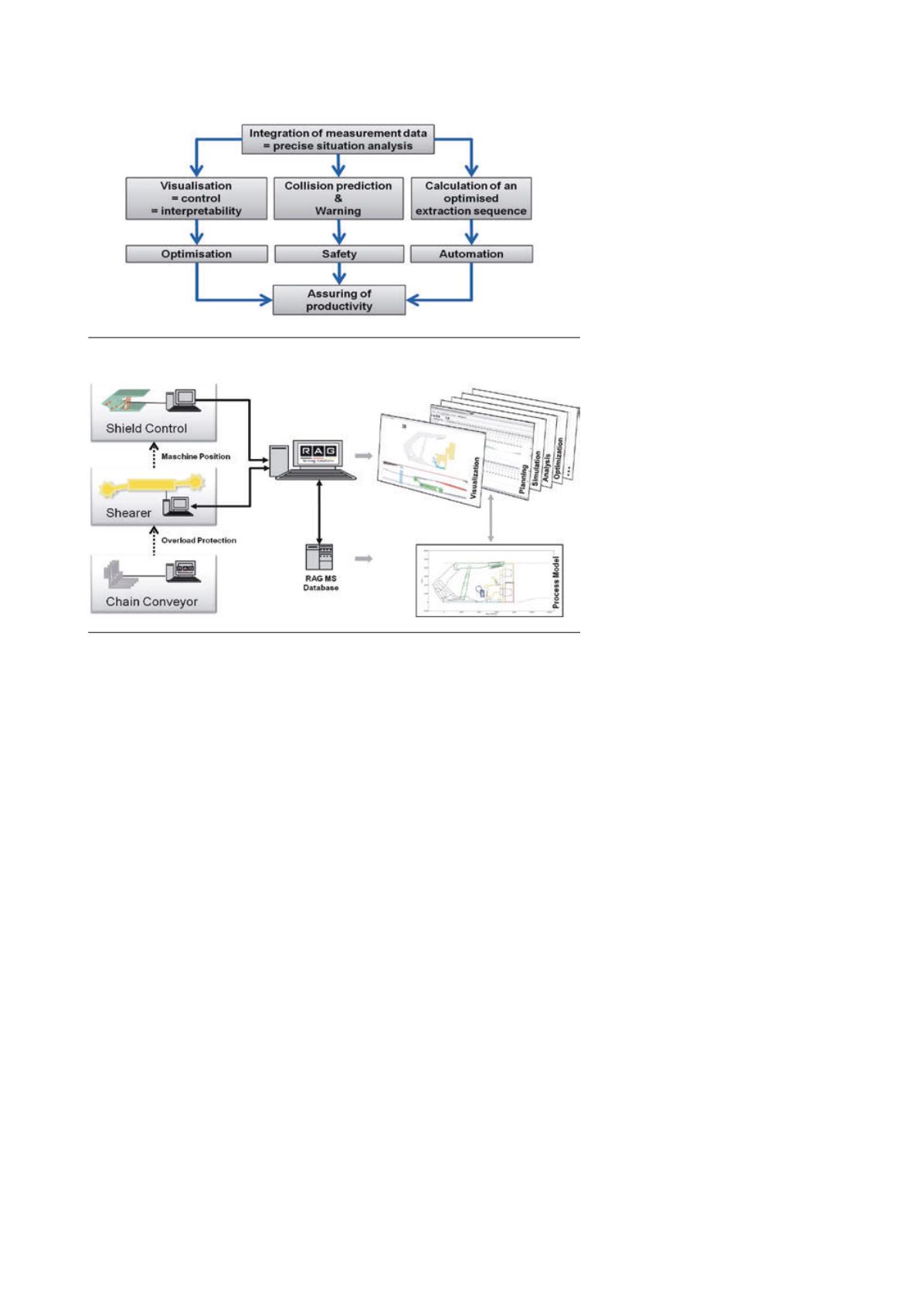
The left section of Figure 2 depicts the
semi-automated winning process as
described above.
Using this automation level as a
starting point, the intelligent face
automation system (shown in the central
part of Figure 2) combines all of the data
into an individual vector model. This is
the prerequisite for the subsequent
processing routine that is performed in
the process model (shown on the right
section of Figure 2), which provides the
coordinated interaction of the individual
components involved in the coal
winning process.
The data thus provided can be
combined with the geometric contours
to visualise each face situation that may
arise. By this means, it is possible to
perform distance calculations and issue
collision warnings, as well as provide
historic and predicted assessments of the
face situation.
This means that, as well as being able
to monitor each individual machine, the
control room operator is actively
involved in the winning process and can
support the on-face team in the
following ways:
n
n
Collision avoidance: this is a unique
feature of the intelligent face
automation system.
n
n
Optimisation of the face situation.
n
n
Reacting to critical loading situations
during coal clearance.
n
n
Setting up the next machine cut after
assessing the incoming sensor data
and collision calculation.
This software integration is the result
of an extensive survey of RAG
personnel, ranging frommachine
operators to engineering staff. Through
the provision of an expert system, the
loss of expertise resulting from the
reduction in manpower can be offset.
The system, as described above, was
introduced into the German coal
industry for the first time in 2015.
Extensive development work and
countless trials above and below ground
Figure 1. Automation objectives.
Figure 2. Part-automated face components and their integration into the intelligent
face automation system.
68
|
World Coal
|
August 2015


