to construct the line. Because velocity, grain structure,
and other properties of the CRA material differ from the
parent material, these types of manufacturing and assembly
processes raise new challenges in the inspection strategies of
pipeline girth welds.
CRA-clad pipeline inspection challenges
Ultrasonic inspection of dissimilar girth welds in CRA-clad
piping poses a particular challenge. As the material of the
clad layer (Inconel, stainless steel, etc.) differs from that of
the parent material (carbon steel), the characteristics of the
interface between these materials makes the pulse rebound
on the internal wall (ID) of the pipe unpredictable or even
unusable. In addition, the anisotropic structure of the cladding
and the weld creates ultrasonic mode conversion and erratic
beam orientations. Consequently, high precision techniques
such as zone discrimination cannot be used. Pulse-echo testing
using the second leg of the ultrasonic beam is impossible,
which makes inspection of the cap and its subsurface
extremely challenging.
CRA-clad pipeline inspection solution
The solution developed for CRA-clad inspection is based on
the use of dual linear arrays (DLA). Coverage of the full volume
and surface of the weld can be obtained by performing a
sectorial scan with DLA probes using longitudinal waves (LW).
A DLA probe is basically a dual element probe, though
with one linear array as the transmitter and one linear array
as the receiver, separated by acoustic insulation. This dual
configuration eliminates interface echoes, as well as dead
zones resulting from wedge echo, and it generates more
energy and less noise in the inspection data. This optimised
configuration inspects the surface and volume with the same
probe and wedge, ensuring full coverage. When mounted
on a fully automated scanner, two dual linear array probes
(one positioned on each side of the weld) are capable of
performing the inspection in only one pass.
The weld is separated into different zones: the root, the
volume, and the upper area (including the cap). The DLA probe
inspects the volume with longitudinal waves that penetrate
the weld, interrogating the opposite portion of the weld, to
identify lack of fusion at the weld bevel. High angle LW and
surface waves interrogate the upper part of the weld, including
the surface, while the root is inspected with lower LW angles.
All these angles are grouped together into one easy-to-read
view called a sector scan.
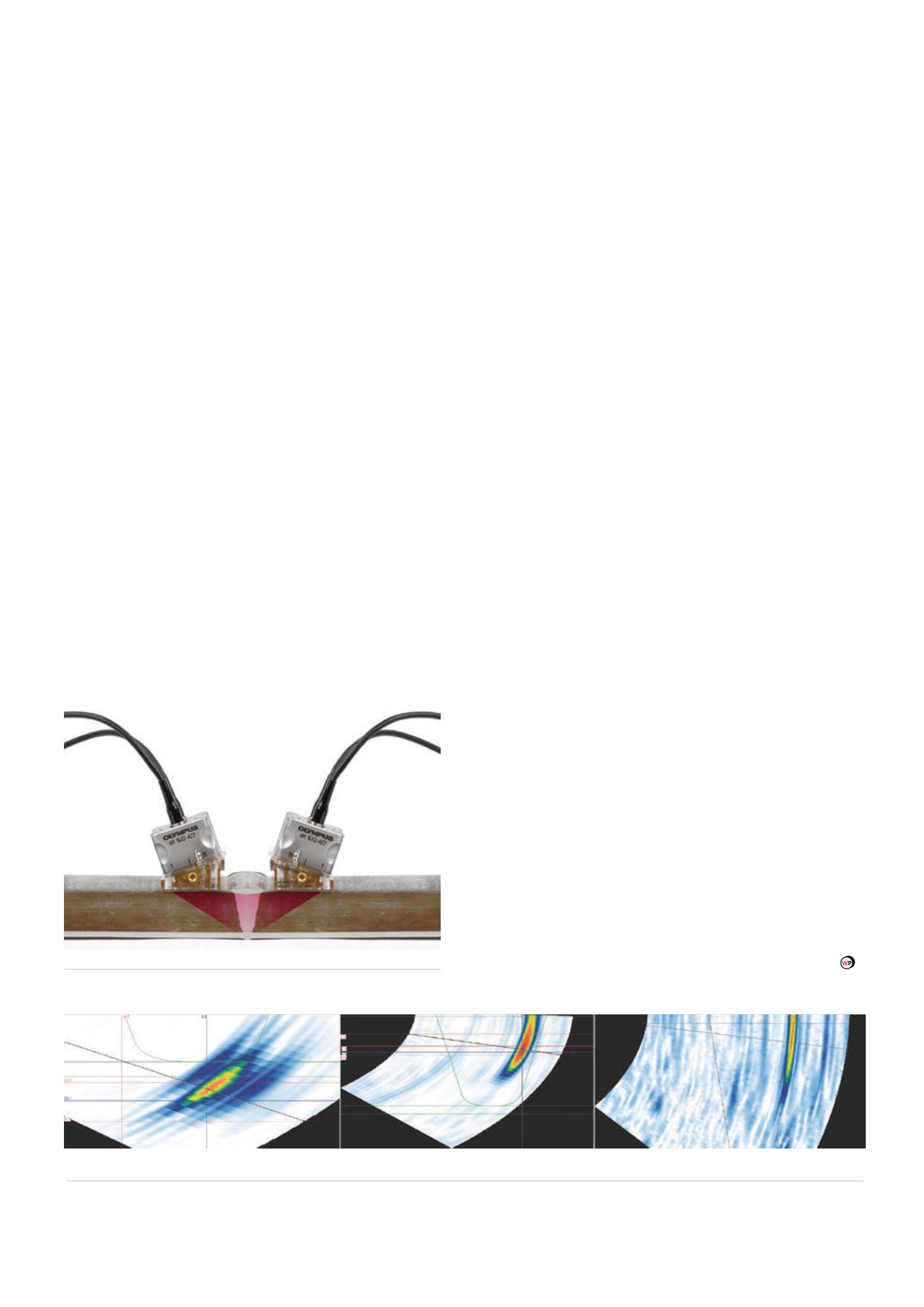
Optimised DLA configurations have been tested on
different pipe configurations with different clad types and
thicknesses. In Figure 4, the DLA probe has detected flaws
located at the weld root position, at the weld bevel, and a
surface notch located in the upper portion of the opposite
side of the weld. In all of these cases, detection was achieved
while the ultrasonic beams travelled through the weld.
Generally, the DLA configuration has the capability to
penetrate the weld with minimal distortion, enabling full
inspection of the weld. However, it is important to test and
optimise the inspection for the pipe configuration to be
inspected.
Conclusion
Recent progress in the development of AUT techniques
addresses challenging applications such as CRA-clad pipeline.
The use of dual linear arrays increases the penetration of
ultrasonic beams in dissimilar girth welds, enabling full
inspection of the weld, from the root to the surface, with
only two DLA probes. Combined with high performance
instrumentation and easy-to-comprehend software imaging,
DLA eases the work of the operator and brings all the
advantages of AUT to this industry.
New advanced ultrasonic techniques contribute
significantly to the integrity of pipelines. When used during
pipeline construction, these techniques optimise the accuracy,
speed and reliability of ultrasonic inspection.
In addition, these techniques have shown to be reliable
replacements for radiography in ensuring pipeline integrity.
Figure 3.
Olympus dual linear array probe configuration.
Figure 4.
Sector scan imaging of flaws in the root, the weld bevel, and the cap.
124
World Pipelines
/
AUGUST 2015


