The quality of the weld between
two sections of pipe is critical to
ensuring the integrity of a pipeline. For
years, radiography was the method of
choice to verify the integrity of these
welds. More recently, the development
of automated ultrasonic testing (AUT)
techniques, including phased array and
time-of-flight diffraction (TOFD), has
significantly improved the efficiency of
ultrasonic inspection, advantageously
replacing RT in many applications.
Unfortunately, when applied to
CRA-clad welds, AUT has presented
certain limitations and more advanced
tools had to be developed.
Advanced automated
ultrasonic testing
An automated ultrasonic in-situ system
consists of a pair of phased array
probes that generate multiple beams
to cover specific zones of the weld
(zone discrimination technique), and
a pair of TOFD probes for volumetric
inspection. These are mounted on a
fully automated scanner. The weld is
inspected in its entirety in a single pass,
and the results are immediately shown
on screen. Inspectors, benefitting from
easy-to-interpret strip chart imaging, are able perform a quick
assessment of the quality of the weld.
Phased array technology is based on the capacity to
electronically modify ultrasonic beams generated by probes
that contain multiple small elements. When these elements
are excited using different time delays (focal laws), the beams
are steered at different angles and focused at specific depths.
Time-of-flight diffraction (TOFD) is an ultrasonic technique
that relies on the property of cracks and similar defects to
diffract energy when impinged by ultrasonic beams. Two
ultrasonic transducers, one transmitter and one receiver,
work in tandem to inspect the volume of a weld. When a
crack is present in the weld, its tips diffract waves back to
the receiver (Figure 3), and the depth
of the crack is defined using simple
trigonometry. The use of the B scan
facilitates interpretation of the signal
and increases the probability of flaw
detection.
Advantages over RT
While radiography (RT) is the most
commonly used technology in
the industry, it has major safety,
environmental, and licensing
limitations, plus limited capability
for detecting critical planar defects.
In contrast, AUT offers a higher
probability of detection of critical
planar defects, plus the capability to
accurately locate them. In particular,
the capability of AUT to vertically
size defects permits the use of
more accurate fracture mechanics
calculations, relaxing the acceptance
criteria for critical flaw length. This
results in less frequent need for weld
repair, representing significant savings
for pipeline contractors. In addition,
AUT does not require the use of
chemicals or radiation protection
procedures. AUT inspection is also
faster than radiography. Furthermore,
AUT is now recognised by many international standards as a
replacement for RT.
CRA-clad pipeline
CRAs are very effective, but they are costly. To limit the
cost of pipeline construction, only the inside wall of the
pipes are lined with a layer of CRA material with enhanced
properties. Depending on the environmental conditions,
various combinations of materials and thicknesses can be
used; for example, a layer of Inconel clad on a carbon steel
pipe. The CRA can be bonded to the inside of the pipe using a
metallurgical (clad) or a mechanical (lined) process. The same
CRA material is also used in the weld that joins pipes together
Figure 1.
Olympus PipeWIZARD system in operation (left); Olympus PipeWIZARD strip chart imaging showing indications (right).
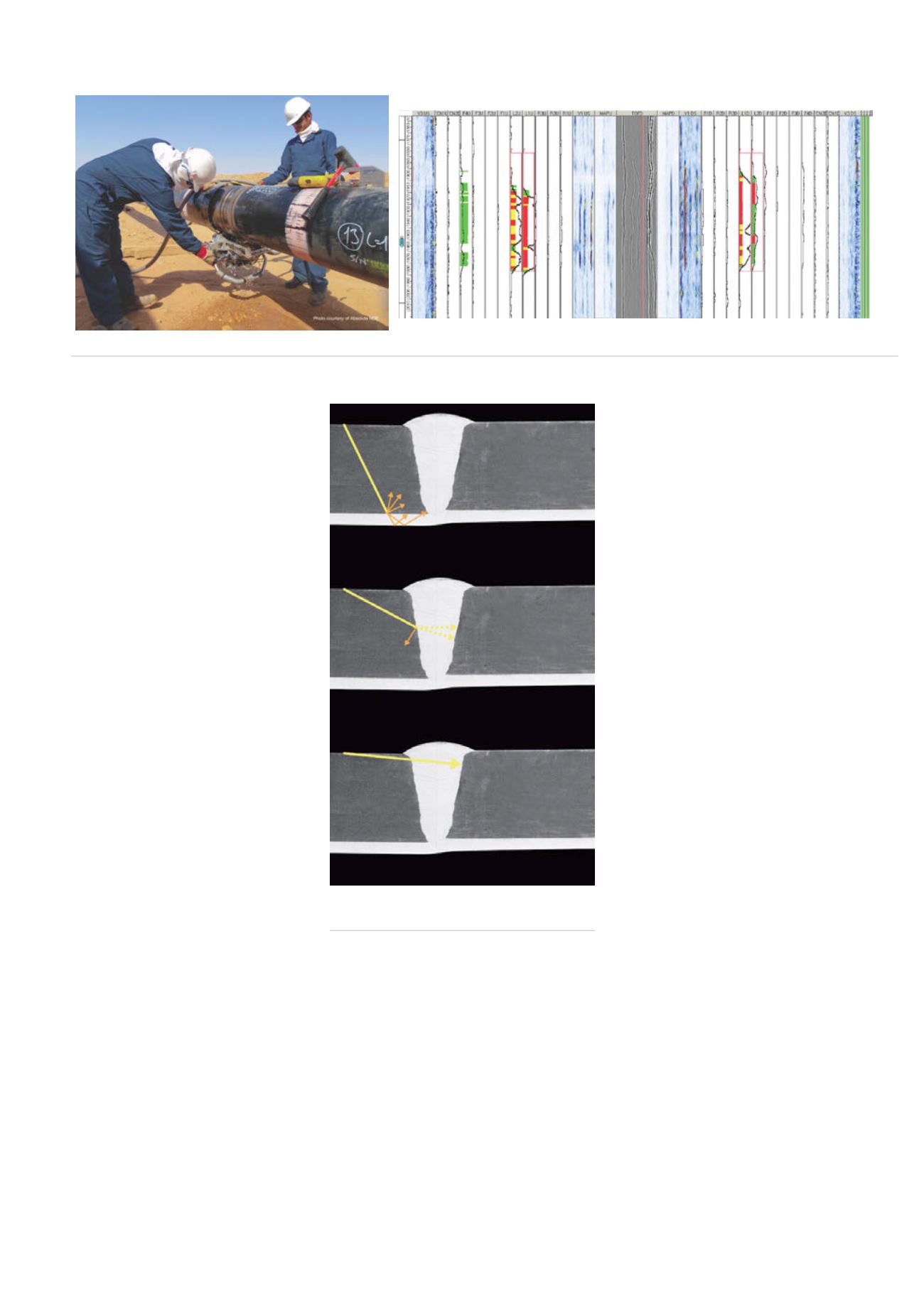
Figure 2.
Effects of the CRA-clad layer and
weld on ultrasnic shear waves.
122
World Pipelines
/
AUGUST 2015


