specified.
2
However, this has not always been the case.
3
Field coatings that are most commonly used include:
)
Liquid epoxy coatings.
)
Liquid polyurethane coatings.
)
Liquid epoxy-urethane coatings.
)
Three-layer polypropylene together with FBE primer
and adhesive, extruded or spray applied.
)
Polymeric tapes, wax based or bituminous.
)
Heat shrink sleeves (HSS) over liquid epoxy primer.
)
Fusion bonded epoxy powder (FBE), single- and dual-layer.
The field joint coating must provide excellent
corrosion protection, be compatible with the parent
coating system on the linepipe and with the applied
cathodic protection system.
4
One of the most widely used
coating systems is heat shrink sleeves (HSS) applied over
a liquid epoxy primer. The liquid primer is used to cover
the substrate metal and to ensure good coverage of the
weld seam. Alternatively, a hot-melt adhesive may be
used to provide adhesion and additional anti-corrosion
performance.
5
However, problems may occur with the HSS
due to tenting and air entrapment around the weld seam
and overlaps can also be problematic.
Coating application equipment –
preheating and post-curing
The time pressures in pipeline construction both onshore
and offshore mean that the field joint coating application
process has to be particularly rapid, and the key aspect of
this is to ensure rapid heating of the pipe, particularly for
application of FBE powders. In practice, the most common
method to achieve this is with the use of induction coils,
in a clamshell arrangement around the pipe. However, the
rate of heating and the extent to which the pipe is fully
heated to the correct temperature across the field joint
area and through the thickness of the steel is critical. It is
often difficult to control these parameters with induction
heating in the field. Subsequent failure of the field joint
coating and problems during its application are often
associated with incorrect application temperature. Some
of these problems are highlighted in Table 1.
An alternate method of heating is infrared radiation,
and the correct selection of the appropriate wavelength
range offers some significant advantages over induction
heating. Of the three wavelength ranges typically available
– long, medium, and short – longer wavelengths offer
a more precise temperature control but result in longer
heat-up times. Shorter wavelengths give a
very fast heat-up rate but present difficulties
in stabilising the temperature once the target
temperature is reached.
The best combination of properties is
presented by medium wavelength infrared
(MWIR). This heating range has lower power
requirements than induction heating and
therefore is not only lower cost but also
is a smaller size unit. In the case of the
equipment manufactured by XIOM Scotland,
the MWIR heating unit is lightweight and can
be easily handled manually without the need
for lifting equipment for pipe diameters from
Table 1. Common problems with field joint coating application
Type of field joint
coating
Problem
Cause
Heat shrink sleeves
Failure to adhere
Burnt outer layer
Failure to shrink sleeves evenly
Trapped air
Insufficient heating
Excessive heating
Uneven heating
Insufficient heating
FBE
Failure to adhere
Trapped air/foaming
Inadequate cure
Undercure
Application temp. too high
Insufficient heating
Liquid coatings
Poor adhesion
Post application cracking
Undercuring
Undercuring
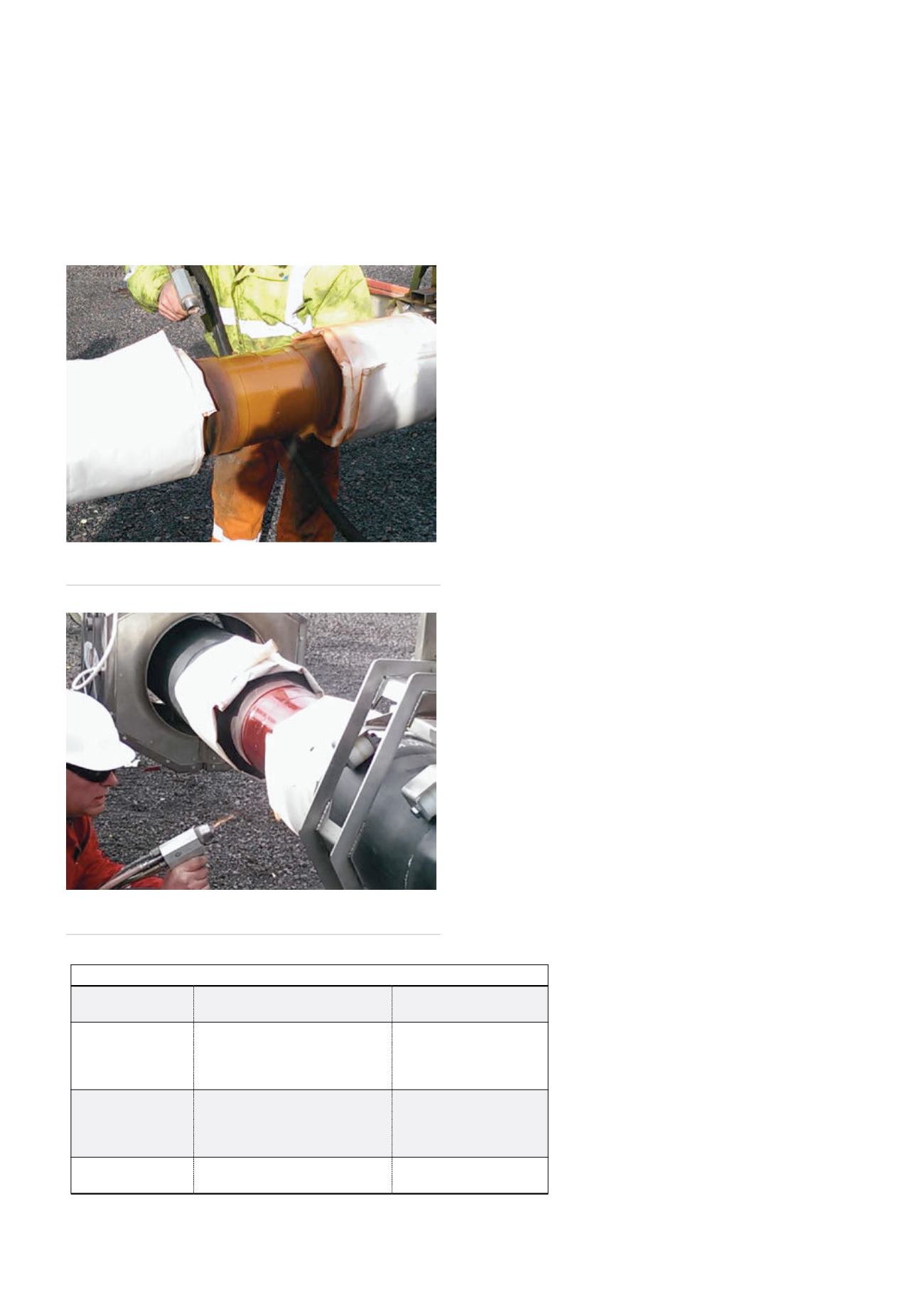
Figure 2.
Application of second layer of Axalta FBE coating
system.
Figure 1.
Application of first layer of Axalta FBE powder
coating.
134
World Pipelines
/
AUGUST 2015


