The outcomes were used by the filter
OEMs to select filter area and size, and
to derive the process air and steam
requirements to achieve the target
moisture levels.
QCAT test results
QCAT developed an internal procedure
for evaluating pressure filtration. Air
and steam testing was carried out to
examine the reduction in free moisture
relative to the applied pressure. The
testing also included a vacuum
reference test at -70 kPa. The testwork
results (Table 1) indicated:
n
Pressure filtration with air reduced
product residual moisture by 9.5%
(New Zealand metallurgical coal)
to 12.3% (New South Wales thermal
coal) absolute with respect to the
vacuum reference test moisture.
n
Supplementing the process with
high pressure steam gave residual
moistures below 10%.
OEM test results
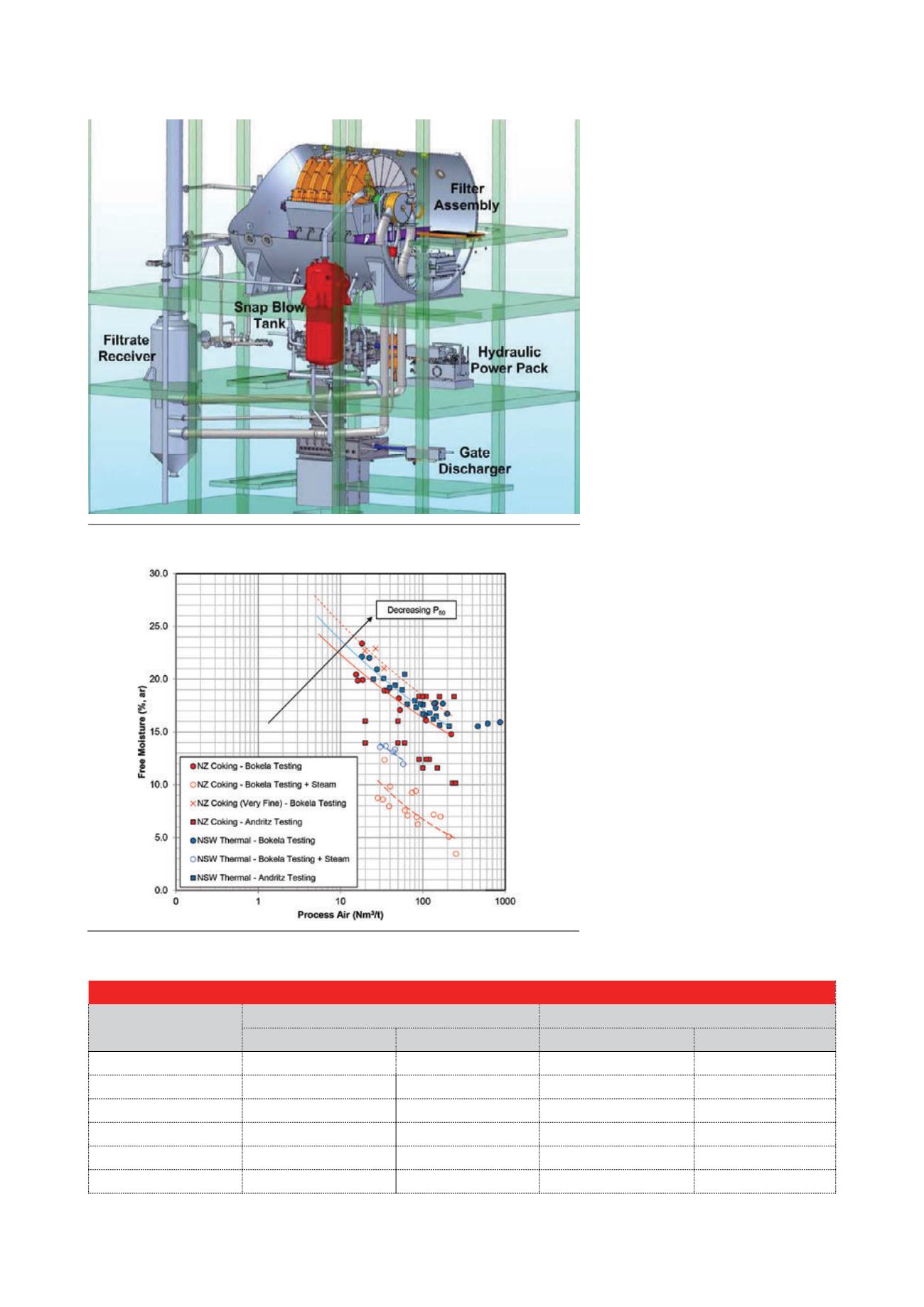
Figure 4 shows the results from the
OEM testing. The moisture outcomes
are generally independent of the testing
laboratory, with the relationships
between process air requirements and
residual product moistures being
similar.
The product surface moisture
decreases with increasing air flow
according to a power law relationship,
and there is reduced ability to target
moisture reductions below a certain
level, depending on particle size
distribution. This is in line with the plot
shown in Figure 1.
The test feed solids concentration
and flocculant addition rate do not
significantly affect the final product
Figure 3. Sectional view Bokela hyperbaric disc filter and ancillaries.
Table 1. QCAT testing: residual moisture relative to pressure
Pressure kPa
New Zealand metallurgical coal
New South Wales thermal coal
Air only
Air + steam
Air only
Air + stream
-70
24.7
31.2
101
29.7
16.6
31.7
203
23.5
13.2
27.8
405
20.6
11.7
23.1
507
19.3
10.9
18.2
588
15.2
7.4
18.9
9.0
Figure 4. Filtercake free moisture relative to process air and steam requirements.
70
|
World Coal
|
June 2015


