dewater coal flotation concentrates. The
filtration rate and the final cake
moisture will be dependent on the
following:
n
n
Characteristics of the feed solids
being treated (size distribution,
solids concentration, mineralogy).
n
n
The use of flocculant (in prior
thickening stages and immediately
before the filtration stage).
n
n
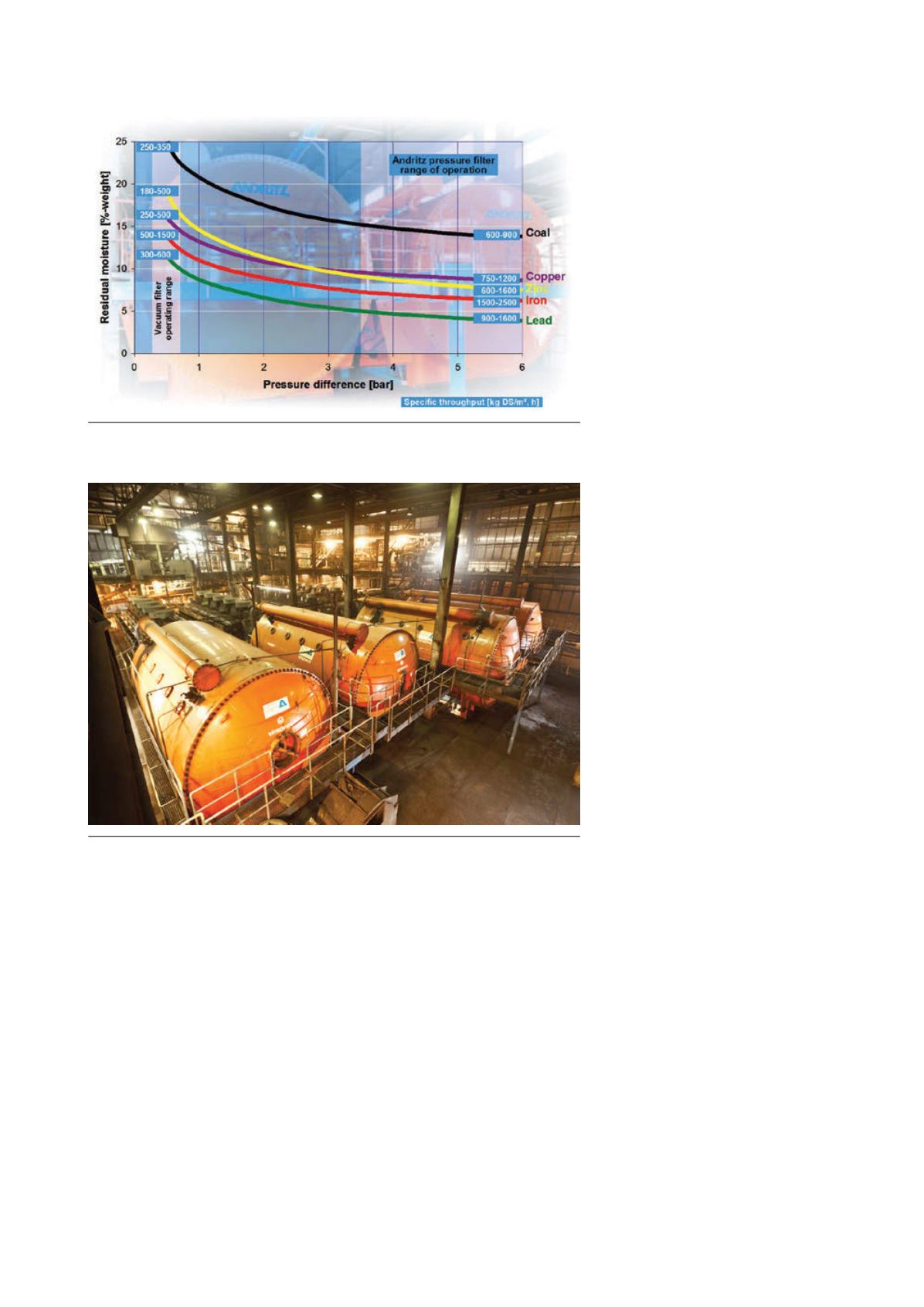
The pressure driving force.
The pressure driving force
differentiates conventional vacuum
filtration from pressure (hyperbaric)
filtration. Pressure filtration can deliver
up to 600 kPa, greatly enhancing the
filtration rate relative to vacuum
pressures applied around -70 kPa. The
relationship between final ‘residual’
cake moistures and the applied pressure
for different minerals is depicted in
Figure 1.
The hyperbaric disc filter consists of
a modified disc filter and feed trough.
The filter assembly is contained within
a pressure vessel, so up to 600 kPa
pressure can drive the process. The
vessel incorporates an internal chain
conveyor to continually transport the
discharge cake to a twin gated
discharge sluice. The gates operate in
cycles to discharge the filtercake at
atmospheric pressure in a batch
operation.
An opportunity exists to add steam
pressure to the hyperbaric disc filter.
Steam supplied by a diesel or gas-fired
boiler can be directed onto the formed
cake for approximately a third of the
total drying zone. This aids dewatering
by reducing the surface tension of the
entrained water within the filtercake and
by a direct thermal heating process.
Photographs of hyperbaric disc filters
offered by the two main OEMs, Andritz
(Austria) and Bokela (Germany), are
included in Figure 2 and 3.
Laboratory testing
programmes
QCC recently completed feasibility
studies for two proposed brownfield
flotation plant upgrades. Due to market
constraints on product moistures,
conventional vacuum filtration and
screenbowl centrifuges could not
produce sufficiently low flotation circuit
moistures. Hyperbaric filtration was
selected over other technologies due to
the common use of the technology
outside Australia and from positive
feedback from users.
Laboratory testing was undertaken to
assess the dewatering potential of likely
flotation concentrates. Representative
samples were processed in flotation pilot
test facilities to generate a sufficient
sample for the laboratory assessments.
For each study, representative
concentrate solids were issued to the
hyperbaric disc filter OEMs (Bokela and
Andritz), as well as QCAT for
assessment. Wet sizing analysis was
undertaken to ensure that no significant
particle size distribution biases existed in
any of the samples.
The aim of the laboratory testing
programmes was to determine the
product surface moisture levels that
could be achieved using pressure
filtration relative to:
n
n
The filter throughput (cake
thicknesses).
n
n
Selected dewatering ratio – drying
zone time (T
2
) relative to form zone
time (T
1
).
n
n
Process air and process steam
operating pressure.
n
n
Volumetric throughput.
Figure 1. Residual moisture relative to pressure difference.
Source: Andritz.
Figure 2. Andritz hyperbaric disc filter array in an European coal preparation plant.
68
|
World Coal
|
June 2015


