necessary, but where does the balance
lie between multiple rollers to make an
approximation of a semi-circle and the
drag associated with the bearings and
seals in those rollers?
The drag on the belt has a significant
impact on the CAPEX and OPEX of the
conveyor.
Any change in elevation requires the
system to handle the changes in
potential energy. Nothing can be done
to reduce or optimise this aspect of the
drag that the belt endures.
The remaining sources of drag (or to
be more precise the loss of energy) are:
n
n
Bearing rolling resistance and seal
drag (temperature dependent, as
well as load dependant).
n
n
Indentation rolling resistance in
the interface between roller and
belt surface (a hysteresis loss that
is dependent on rubber hardness,
resilience and load).
n
n
Belt flexural resistance (dependent
on carcass strength, stiffness and
weight).
n
n
Material ‘trampling’ loss: the
energy put into the material stream
to bunch it up as it approaches an
idler that is then lost after it passes
the idler (dependent on material
cohesiveness, density, burden [load]
etc.).
The methods for calculating these
losses won’t be presented here, because
there are a number of definitive papers
already published on this subject (for
example, see the works of
Prof Gabriel Lodewijks and
Dr Craig Wheeler,
et al
, for a detailed
presentation of the methods of
analysis). Setting up a matrix of all of
these losses is essential to the analysis
that follows, so the reader is advised to
research these losses and the methods
for calculating their magnitude.
Do all the rollers have to be the same
shape and size? There are operational
advantages to commonality, but there
are economic costs associated with it.
For a belt this size, many installations
use three‑roller sets beneath the carry
belt, with some using four or five. The
vast majority use three, but that leaves
another question: do each of the rolls in
that set need to be the same as the
others?
If they are equal length, the centre
roller takes a disproportionate amount
of the load, while the wing idlers take
far less load. There are two options
here: shorter centre rolls or
heavier‑duty centre rolls.
A long overland conveyor is not
usually installed in isolation. An option
worthy of consideration here is to use
rollers that are used on other conveyors
in the plant. In this instance, the use of
longer wing rollers (common with a
1500 mm belt) and a shorter centre
roller (off a 1000 mm belt) provide a
better balance of loading and bearing
life. The different trough shape actually
provides an increase in volumetric
capacity over a trough made from equal
length idlers.
The question of how to support the
belt also begs the question of how often
to support it. A belt of sufficient
strength to carry this material over that
distance has a high degree of lateral
and longitudinal stiffness. The design
should seek to make the maximum
possible use of the idler bearing
capacity. Very wide idler centres result
in slightly increased material trampling
losses and therefore an increased drag
when compared to closer idler centres.
But the reduced number of bearings
and seals will offset that increase to a
degree. Operating temperature and
material cohesiveness each have an
impact on that trade-off and should be
considered specifically for each
installation.
In this instance, the design concept
will be 4000 mm carry idler centres and
8000 mm return idler centres.
Having decided to support the belt
with rollers, the next consideration is
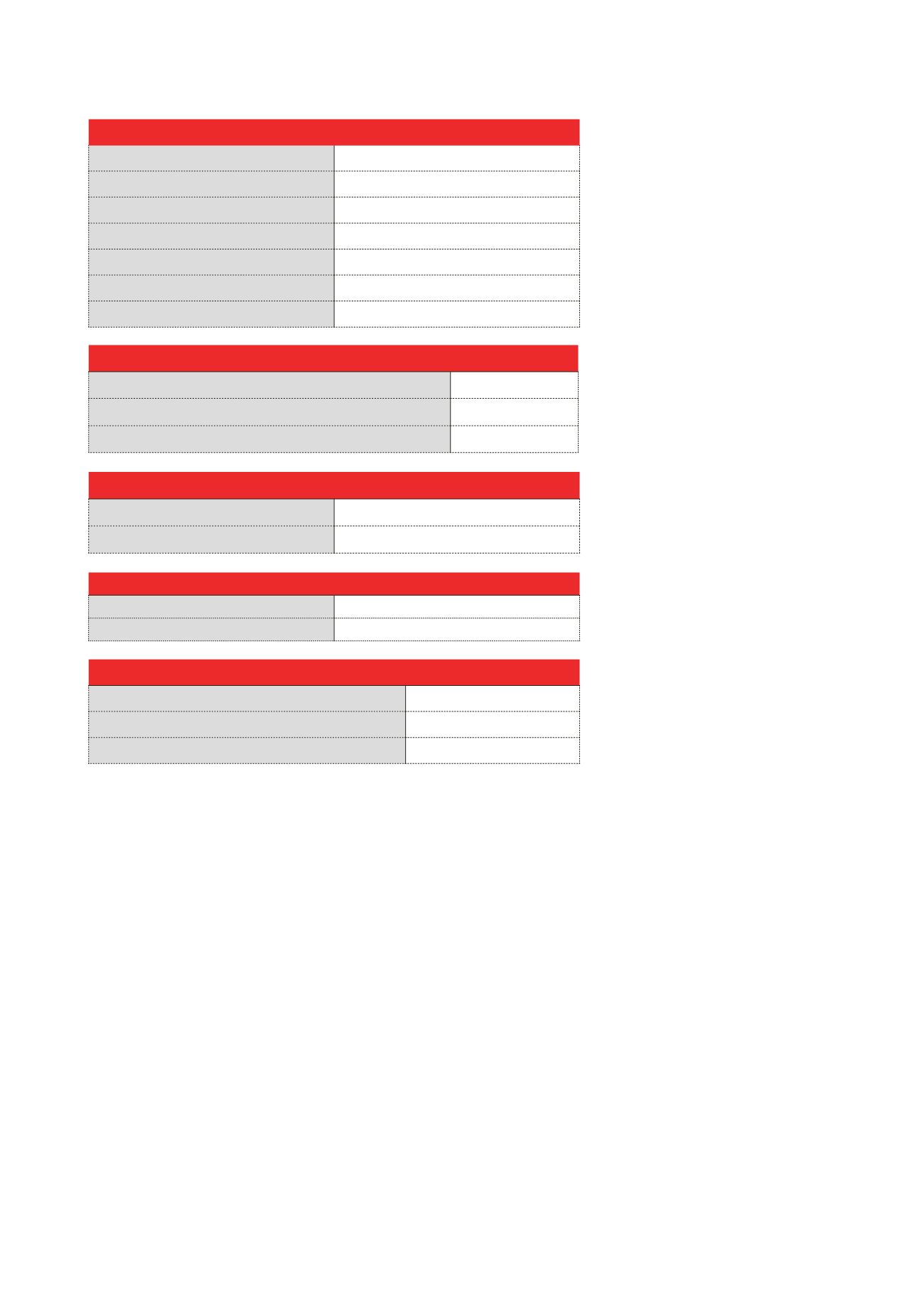
Table 1. Conveyor specifications
Design capacity (nominated)
3000 tph
Length
15 000 m
Lift
60 m
Material density on conveyor
900 kg/m
3
Maximum lump size
50 mm
Belt width
1200 mm
Calculated operated speed
5.49 m/sec.
Table 2. Elevated structures
Low level elevated structures (lower than 6 m in elevation)
1000 m
Medium elevated structures (6
–
15 m in elevation)
200 m
High elevated structures (15 m plus in elevation)
200 m
Table 3. Power requirements
Consumed power (loaded)
3984 kW
Consumed power (empty)
1836 kW
Table 4. CAPEX
Direct capital cost
US$ 74 m
Estimate of cost per metre
US$ 4900
Table 5. Operational requirements
Maintenance materials costs - per loaded operating hr
US$430/hr
Energy consumed per annum in operation
23 000 MWh
Maintenance labour requirements
0.69 hr/ operational hr
32
|
World Coal
|
July 2015


