line in operation. There is no heavy equipment required
or expensive skilled labour costs. Some composite repair
systems will achieve full cure in two hours then be ready
for re-coat then backfill. However, not all composites are
created equally. There are attributes of each system that
affect its installation, performance, and durability.
There is, however, one commonality that every
composite system shares, and that is the method in which
they repair anomalies in pipe wall. The concept is similar
to that of a steel sleeve, a high modulus filler material
is used to transfer the stress experienced in a defect in
the pipe to the encompassing sleeve/wrap. This filler
material, held in place by the outer sleeve, prevents the
damaged area from bulging and subsequently fracturing.
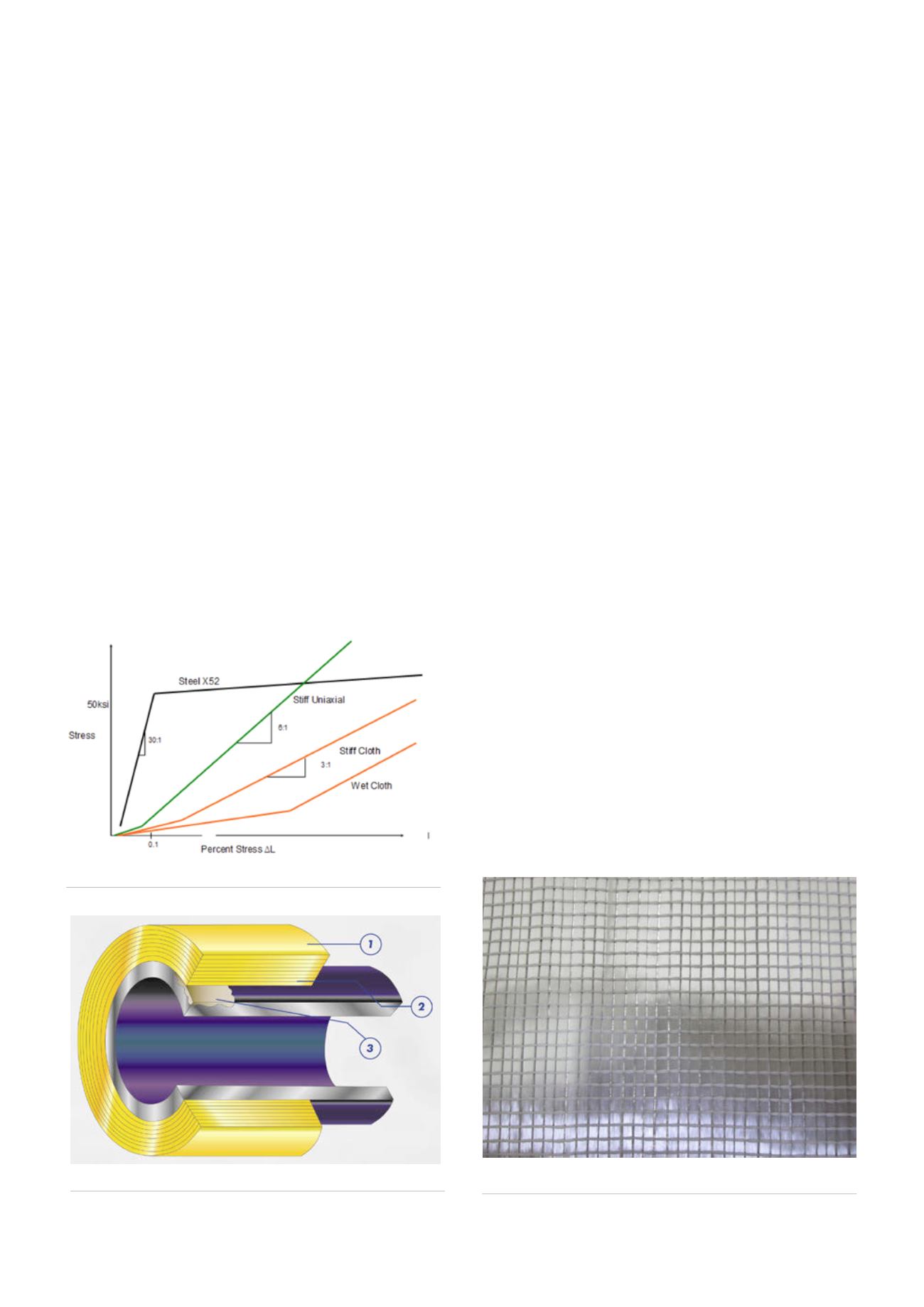
In a situation where a pipe is subjected to a high
enough stress, the steel enters what is called a plastic
region, in which the steel will experience a large strain
in relation to the amount of additional stress (this is
represented by the nearly horizontal section of steel line
in Figure 1). It is in this region that the composite takes
up the load felt by the steel and begins to assume any
added stress, preventing the steel from fracturing. Due to
the inherent nature of most composite systems designed
for high pressure pipeline repair, they are less stiff than
steel, and that is why they do not perform until the steel
begins to deform plastically. This can be seen in Figure 1,
specifically the ‘stiff uniaxial’ composite. Stiffness, or, the
modulus of elasticity, is represented in the figure as the
slope of each line. The slope can be considered stiffness
because it displays how much each material will strain for
a given amount of stress.
Different composites architectures
A point of distinction needs to be made between the
different composites architectures. All composites are
composed of a strength member and a bonding matrix. For
high pressure pipeline applications, the strength member
is typically ‘E-glass’ or electrical grade glass fibres.
E-glass was selected for most rigid composite sleeves
because of its high strength (tensile strength of 500 ksi),
electrical properties, availability, and compatibility
with the selected resin (matrix). An isophtalic polyester
resin is sometimes chosen as the matrix due to its low
moisture absorption, excellent resistance to chemicals,
and good thermal properties. To create this stiff uniaxial
composite, 600 000 strands of the E-glass are combined
with the liquid isophthalic polyester resin, wound around
a cylindrical mandrel then allowed to air cure. Hardening
in this orientation allows the composite to retain a
cylindrical shape memory, and in turn it will conform
snugly to the pipe without introducing any kinks or stress
concentrations in the composite’s strength members
(fibres). This specific architecture is deemed ‘uniaxial’
because all of the fibres are oriented in one direction, the
‘hoop’ direction. The fibres are continuous strands around
the entire cylindrical sleeve, which is eight revolutions
or ‘layers’ around the pipe. Figure 2 shows the essential
pieces of a rigid composite repair: the composite sleeve,
the adhesive between each layer
2
and on the pipe, and
the high stiffness filler material.
3
The ‘stiff cloth’ architecture is similar to the previous
example in that the glass fibres are combined with a liquid
resin, wound on a cylindrical mandrel, and then allowed
to air cure. The difference being the strength member is a
Figure 1.
Graph showing steel subjected to stress.
Figure 2.
Rigid composite repair.
Figure 3.
Tensile strength and modules of elasticity were
analysed.
146
World Pipelines
/
AUGUST 2015


