exceptional design. While the customised equipment may seem
excessive at the outset, the long-term OPEX savings, protected
public and marine environment demonstrate that every detail is
essential.
Offshore, there are electronic challenges: the robotic
equipment uses telemetry and it had to be robust enough to
transmit not only through external welding-generated electrical
noise, but also through a massive internal laser welding lineup
clamp. Altogether, 60 printed circuit boards and 11 microprocessor
boards were onboard each set of robotic equipment.
There are also mechanical challenges unique to offshore
work: CRTS engineers designed offshore-rated lifting frames for
all of its robotic equipment, which included equipment baskets
and compressor frames. The frames were designed in Tulsa and
fabricated and load tested in our Abqaiq, Saudi Arabia location.
Six sets of equipment were made, each set consisting of a crawler,
battery cart, cleaner, vacuum and liquid coater. In total, with more
than 100 45Ah batteries on each set of equipment, nearly US$1 million
was spent on batteries alone.
Moving heavy pipe safely and efficiently is a safety concern on
a laybarge. CRTS designed pipe rotators that were used to rotate
the 36 in. pipe with a 1 5/8 in. wall. Each pipe piece was 80 ft long
and was covered with 4 - 6 in. of concrete coating. These massive
rotators had a lifting capacity of 50 t and were used to rotate the
pipe during the preblasting process, which collects and recycles
the abrasive blasting media.
Besides building coating equipment for the IFJs, CRTS
perfected a recovery system in case any equipment rolled to the
bottom of the S-bend. Although CRTS has coated thousands of
offshore IFJs with no mishaps, the customer was adamant that a
recovery system be in place, a safety practice approved by CRTS.
A few simple mechanical components were added to the crawler
features, such as a delatching mechanism for the 10 000 lb of
equipment. CRTS also designed a safety winch as a fail-safe for
retrieving runaway equipment. As expected, it was never used.
Preparing the IFJ for coating
One of the main benefits of remotely controlled robotic
equipment is that it identifies uncoatable (corrosion inviting)
welds at the beginning of the corrosion prevention process. The
wireless video system identified weld imperfections at the root
pass, which made correcting them much simpler than finding
them after all the welding passes had been completed. The visual
inspection of the welding root pass is a valuable tool, regardless
of whether the pipe is coated or not (CRTS has performed this
function for clad steel). Cutting out pipe is one of the most
expensive activities on a lay barge, especially if the faulty section
is not found until after the pipe has been internally coated and is
about to enter the stinger.
Preventing corrosion by applying coatings is easy; preparing
the pipe surface for coating takes stringent effort. Since each
weld is a potential source of corrosion due to its protrusion
into the flow stream, before the pipe was welded together,
handheld abrasive blasting equipment was used to create a
surface roughness on the cutback area that met the coating
manufacturer’s standard.
Once the surface roughness was measured and approved,
the pipe was loaded onto the ready rack, then entered the first
station, the bead stall. After this pipe was welded to another pipe,
the cleaner and vacuum robots worked in tandem to provide the
foundation of seamless internal corrosion prevention: superior
surface preparation.
The robotic cleaner uses a high speed cleaning wheel
to remove weld slag and other impurities generated by the
welding process. The cleaner applied abrasive to the IFJ and then
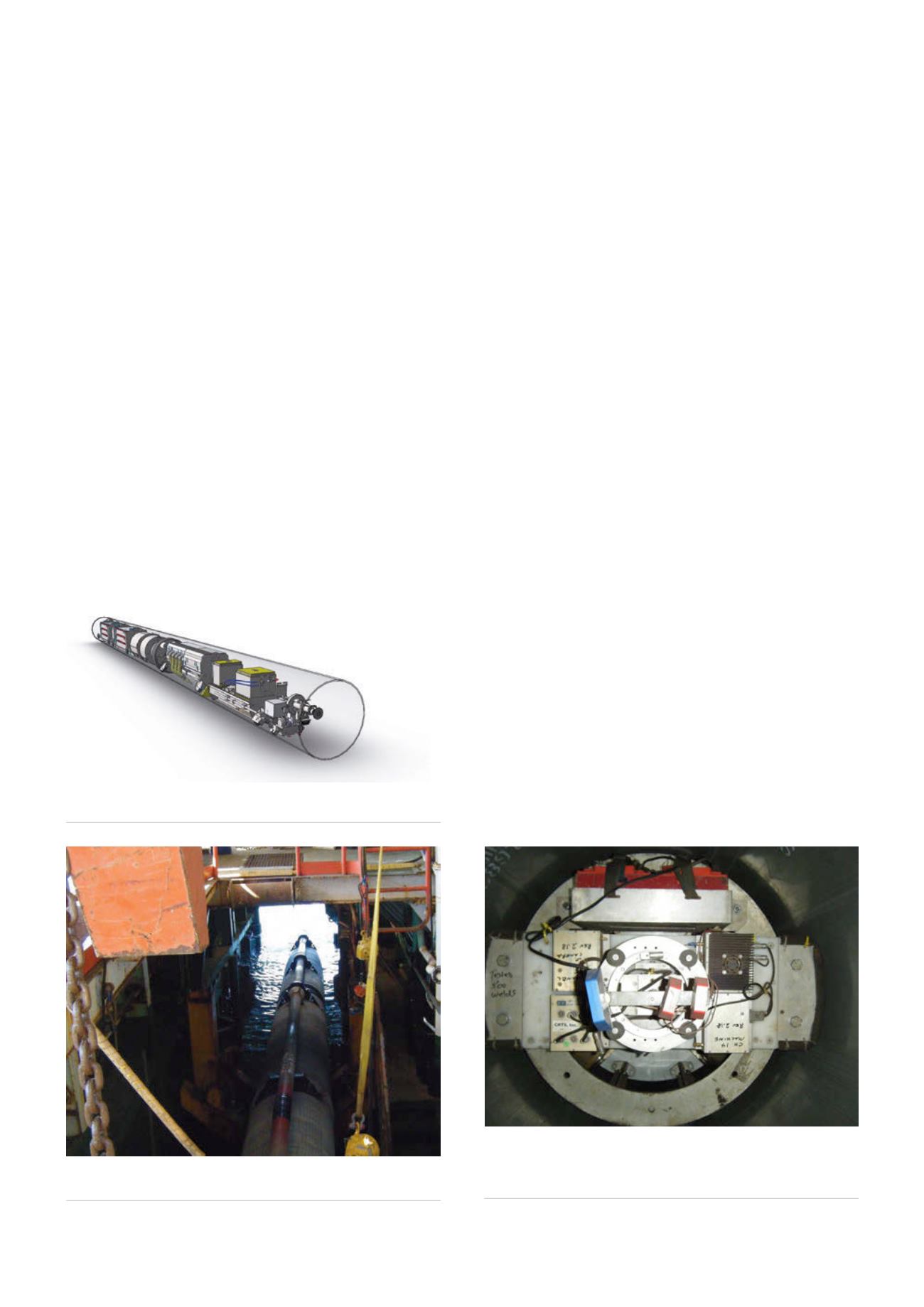
Figure 1.
This train of equipment cleaned and coated nearly
13 000 internal field joints on a Middle East offshore project.
Figure 2.
Factory-coated pipe strengthened with coated
internal field joints enters the Arabian Gulf.
Figure 3.
CRTS field technicians use telemetry to communicate
with its robotic equipment while it is inside the pipe. This
wireless communication includes receiving video and
equipment parameters data from the equipment cameras.
142
World Pipelines
/
AUGUST 2015


