4 in. OD up to 30 in. OD. The unit is designed such that a
single unit is capable of heating a range of different pipe
diameters.
The heating unit and control unit are mounted on a
support frame that is clamped on to the pipe that spans
the field joint area. The heating unit is wheel-mounted,
which allows it to be moved along the support rail to heat
the field joint and to permit easy access for inspection of
the joint. The entire support frame is also wheel-mounted
so that the heating system can be moved to the next field
joint without the need to lift it from the pipe. This gives
the equipment excellent flexibility as well as the ability
to cover an area greater than one field joint width. The
small size and portability of the equipment means that
it can be used to coat field joints on pipelines in areas
where conventional induction heating and FBE application
equipment may not be suitable.
Coating application – flame spray
The most common method of application of FBE powder
coatings to field joints is with electrostatic spray.
However, an alternative method such as flame spray
provides a viable option, as it allows a more precise
control of film thickness and, with manual application,
allows field joints to be coated in difficult-to-access
areas during main pipeline construction as well as during
pipeline rehabilitation.
In the equipment package designed by XIOM Scotland
the flame spray guns are capable of an FBE powder output
of 7 kg/hr, and are powered by a mixture of compressed
air, oxygen and propane gas. This combination gives a
clean and controlled application of the FBE powder with
around 98% transfer efficiency. A single operator can easily
handle the coating application on smaller diameter pipes
up to around 20 in. OD, but for larger diameter pipes, up
to 30 in. OD, it is preferable to use two operators, spraying
in tandem, on opposite sides of the pipe.
Central Asia
A major multinational oil and gas company, with extensive
interests in central Asia, planned the construction of
further insulated pipelines with an external coating system,
comprising dual-layer FBE powder coating, together with
polyurethane foam thermal insulation encased in a hard
polyethylene outer sleeve. The dual-layer FBE system
was composed of Nap-Gard® 7-2500 from Axalta Coating
Systems as an anti-corrosion first layer, and Nap-Gard
Gold 7-2504 as a high temperature resistant, moisture-
barrier topcoat. This dual
powder system (DPS) met
the requirements for a
coating that could offer
a high degree of both
damage resistance and
corrosion protection up
to the 120˚C maximum
design temperature of the
pipeline and also in the
extremely severe ambient
temperature conditions in
the region that ranges from
-30˚C in winter to 45˚C in
summer. The terrain through
which the pipelines passes
includes extensive swampy
areas that necessitated the
requirement for the external
coating system to provide
excellent resistance to
water penetration.
The presence of thermal
insulation on the linepipe
Table 2. Inspection summary for field joint PQ
Test description
Test method
Acceptance criteria
Result
Nap-Gard 7-2500 + 7-2504
Flexibility at: -30˚C
0˚C
25˚C
CSA Z245.20-14,
Clause 12.11
1.1˚/PDL, no cracking
1.7˚/PDL, no cracking
1.7˚/PDL, no cracking
Pass 1.8˚/PDL (*)
Pass 1.8˚/PDL (*)
Pass 4.6˚/PDL (*)
Cathodic
disbondment
48 hr, 95˚C, 1.5V
CSA Z245.20-14,
Clause 12.8
8 mm max. radial
disbondment
4.8 mm avg.
Hot water soak
48 hr, 95˚C; adhesion
CSA Z245.20-14,
Clause 12.14
Rating 1 - 2
Rating 2
Impact resistance
at 25˚C
CSA Z245.20-14,
Clause 12.12
(ASTM G14)
1.5 J, no holidays
Pass, no holidays
Hardness – shore D ASTM D2240-74
85 - 90
Pass 90
Penetration
resistance
ASTM G17
Max. 25 µm at 25˚C
12.7 µm
Degree of cure
(TA instruments
Q100)
CSA Z245.20-14,
Clause 12.7
-2˚C <
Δ
Tg < 3˚C
Δ
Tg -0.03˚C avg.
Note (*): The project specification requires 2% strain flexibility at -30˚C and 3% at 0˚C/25˚C. This equates to
1.1˚/per pipe diameter length (PDL) and 1.7˚/PDL respectively.
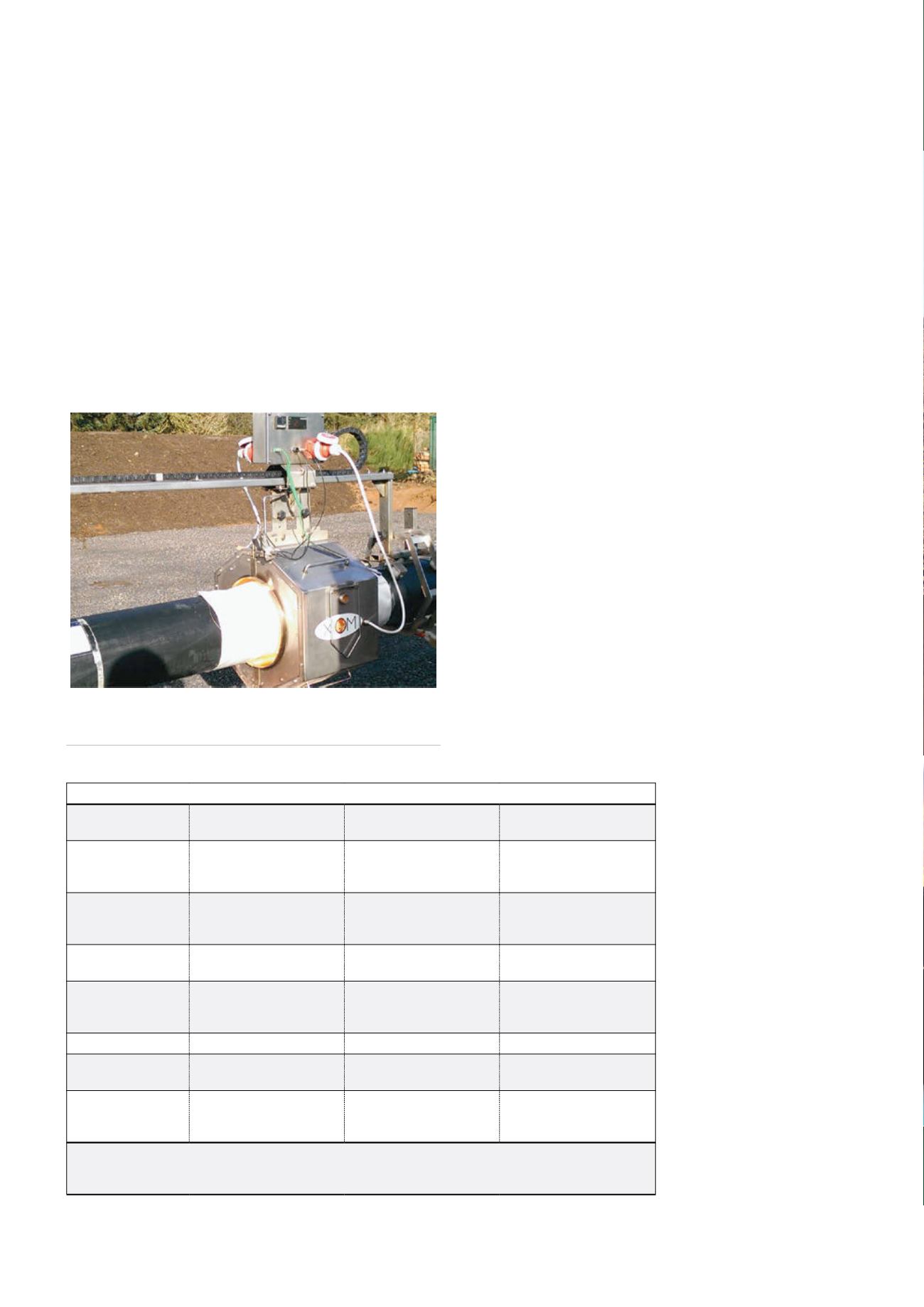
Figure 3.
Preheating of grit blasted line pipe joint to 180°C
using XIOM Scotland flame spray equipment prior to
application of Axalta FBE dual-layer coating stystem.
136
World Pipelines
/
AUGUST 2015


