and evaluated using 3 DEM™ chute
design software. During the final
review and approval of the chute
design, a problem was discovered due
to a frequently occurring operator
error. During stack out at 3000 tph, the
operator can cause the system to
reclaim at the same time – going the
wrong way on the belt. Thus this
causes up to 1400 tph to go the wrong
way on the yard belt. The only way to
make it work would be to use a split
chute design with a diverter gate and
actuator. The coal yard supervisor was
reluctant to incorporate a diverter gate
into the new design because of the
problem of the gate freezing up during
winter operations.
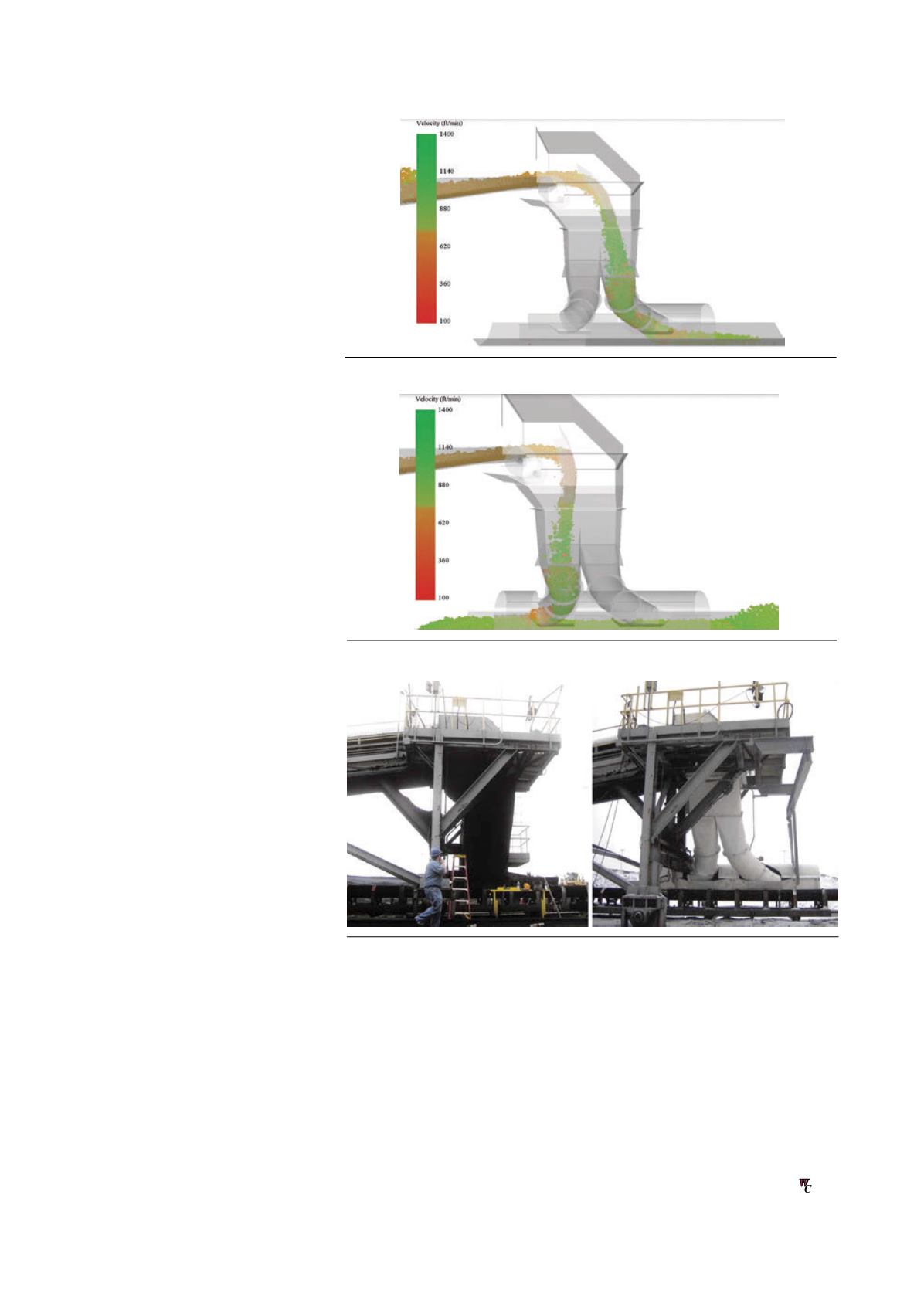
How do you change the direction of
the coal stream inside a transfer chute
without using a diverter gate? The
design engineers came up with a
solution that used a movable deflector
hood in the head discharge area to
divert the coal stream into one of two
outlet chutes. This design eliminated all
of the buildup and freezing issues that
occur when using an in line, swing
blade diverter gate (Figure 6 and 7).
A new transfer chute was modelled
and designed to allow the coal to be
loaded onto the receiving belt, moving
in the same direction, speed and in the
centre. The new design also eliminated
corner buildup and reduced wear due
to impact and misdirection. The
adjustable upper deflection hood was
power actuated to prevent a chute
overload when the upset condition (i.e.
reclaiming while stacking out) was
occurring. The hood was automatically
positioned in the head chute to direct
the coal during either stack out or
reclaim. This prevents a chute
overload during the upset condition.
Three different types of internal
wear liners were used in different
areas of the transfer chute, depending
on what type of abrasion was
occurring. A chromium carbide
overlay plate was used in the
high‑velocity flow area and either
UHMW or a hardened stainless steel
liner was used in the splash and
dribble chute areas.
The new transfer chute now
operates without buildup and the coal
flow is centre loaded onto the 60 in.
receiving belt at the same speed and
direction. This reduces wear and belt
mistracking, as well as fugitive dusting
and spillage clean-up. There is no
longer a need for chute vibrators and
the plant has still not re-installed the
heaters.
Conclusion
To create an efficient, safe and reliable
transfer point, there are many essential
products that eliminate spillage, control
dust, support the belt and make the
system more productive and safe.
Several products have been discussed
in this article; but not all. Effective belt
cleaning systems, belt tracking devices,
dust fogging systems and more are
often necessary to reduce spillage and
dusting, as well as operate in
compliance with all of the current
regulations that are now in place.
Figure 6. Hood in reclaim mode.
Figure 7. Hood in stack out mode.
Figure 8. Before (left) and after (right) installation of the new transfer chute with
movable deflector gate in the head discharge area and two outlet chutes.
August 2015
|
World Coal
|
41


