48 |
Oilfield Technology
August
2015
The company also takes an active role in new standards
development such as the 4pb test method (developed by
NACE TG494, likely to be published in early 2015). In addition,
BSI 8701 will convert the full ring test method, developed by Exova’s
Chris Fowler for the UK Health & Safety Executive, to a standard.
The company is continuously undertaking laboratory testing to
create new methods, e.g. a technique to test resistance to SOHIC;
a proprietary axially loaded full ring test, and a new proprietary
technique for full ring corrosion fatigue testing currently under
development.
Testing
Originally test methods for sour service such as NACE TM0177 (SSC)
and NACE TM0284 (HIC) were developed to provide QA/QC methods
using laboratory test environments. The composition of the
test conditions were derived to be aggressive in order to allow
delineation between materials with resistance to degradation in the
presence of H
2
S and those susceptible to damage. Increasingly there
is a desire from the industry to reduce the excessive conservatism
this approach imposes. Additionally, the assessment of corrosion
resistant alloys has increased. As a consequence more application
specific testing has been undertaken using a test environment more
closely representing the operating conditions for the development.
In addition to the consideration of the material sampling for
testing, when replicating the service conditions it is important to
understand the relevance to the potential damage mode(s). This can
be quite difficult and needs discussion between the client, pipeline
installation contractor and testing organisation to ensure agreement
in advance.
For example, lateral buckling of a carbon steel pipeline in
sour service will occur as the production flow commences and the
pipeline heats up and expands. SSC susceptibility in the steel will
be the highest when the material is close to 25˚C. However, if the
pipeline cools to this temperature it should have returned to original
alignment, hence relieving strain that was imparted when hot. This
begs the question under what conditions the material should be
tested.
Corrosion resistant alloys require testing at elevated temperature
and pressure. This requires the use of autoclaves and 4pb specimens
in constant deflection (particularly for weldments). When ranking
tests are required to compare parent materials, the use of slow
strain rate testing (SSRT) or ripple strain rate testing (RSRT) is used.
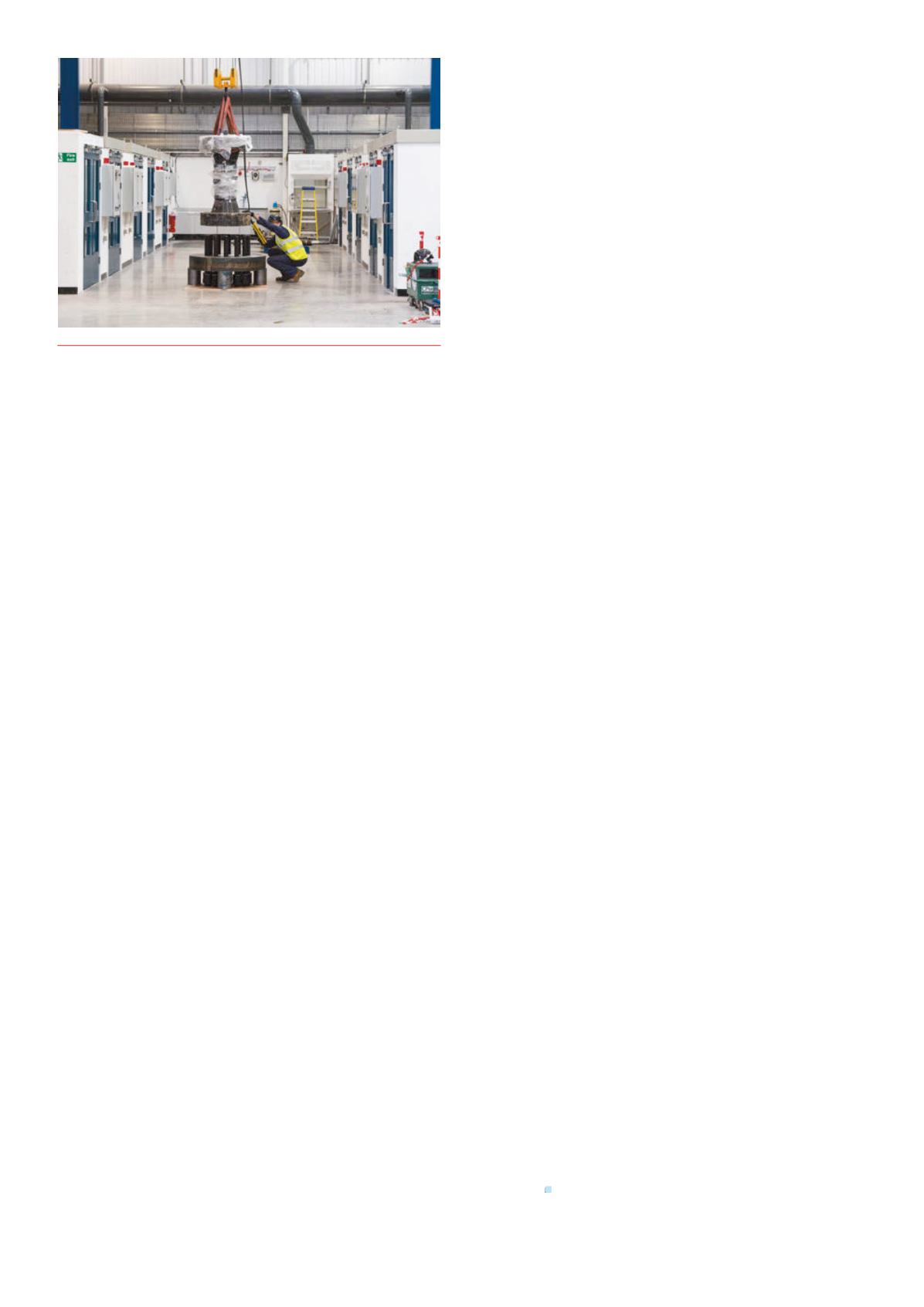
Figure 4.
ExovaCorrosionCentre, Dudley (UK) showing 10 booths for full
ring testing (FRT) andanaxially loaded FRT beingassembled for test.
These tests are offered on a global basis from Exova’s laboratories in
Houston and Dudley (UK).
Similar considerations apply to the fracture toughness testing of
materials, e.g. carbon steels in which the damage mode is related to
the presence of absorbed hydrogen interacting with the plastic zone
of the crack tip. If the material is charged under cathodic polarisation,
the hydrogen concentration in the material is considerably less than
that induced from sour service.
If the material is charged and then tested in air – after it has
been, for example, stored in liquid nitrogen to reduce losses from
hydrogen diffusion – the rate of loading, temperature of testing,
and loss of hydrogen from diffusion must be considered. Such
techniques may be suitable to assess the impact of an embedded
flaw in hydrogen charged material (K
IH
). However, they do not
consider the behaviour of a surface breaking flaw in the production
environment, where hydrogen is generated near the crack tip due to
the corrosion of the freshly exposed metal resulting from the crack
extension (to derive K
ISSC
). Loading modes in fracture mechanics
testing must also consider the replication of in service condition;
SENT geometry is suitable for installation assessment but
SENB geometry may be better suited to assess fracture response in
operation.
Most tests require the extraction of specimens, which means
that the entire surface of the material being tested is exposed to
the environment, unlike service where only the internal surface
is exposed. This can influence specimen behaviour and, in clad
components, lead to the requirement to isolate the substrate
steel from the environment to test the CRA layer. Consequently,
approaches which retain the sample as an intact component offer
particular advantages. The most widely recognised method is the full
ring test for sour service, which retains material in the ‘as‑received’
condition, but the loading results in only two locations being
subjected to the required tensile load on the test surface exposed to
sour service.
Newtestmethods
Exova has developed a proprietary technique for full ring tests with
axial loading, which can impart the desired stress for evaluation, even
as high as 90% AYS (actual yield stress) of the parent material for
conservative assessment. The technique can be used with loadings
suitable for design or operating conditions.
The axial loading technique is currently being assessed
for modification to deliver a new proprietary approach to
corrosion‑fatigue endurance testing. This will allow for the testing of
carbon steels in sour conditions above ambient pressure, and CRAs
(including clad products) at elevated temperature and pressure.
Exova believes that this new concept will allow industry to undertake
the testing necessary to support research in HPHT materials
performance without compromise in either test environment
(up to circa 200˚C) or sampling of material (SURF and wellhead
components including clad items).
Also, unlike the traditional segment (strip) testing for corrosion
fatigue testing in production environments that may not sample the
most susceptible region in the joint, this method will test the entire
weldment under very realistic loading. The method also avoids the
statistical issue of sampling and concerns over the representative
nature of the specimen
Exova continues to engage with industry worldwide to discuss
these enhanced testing techniques and their ability to address the
most demanding requirements the offshore sector faces now and in
the future.


