44 |
Oilfield Technology
August
2015
Industrydrivers
For projects which are within the operational parameters of fields
developed earlier, the industry has accepted techniques for the
selection and qualification of materials to demonstrate their
fitness-for-purpose.
The behaviour of materials in the presence of
hydrogen sulfide (H
2
S) for sour service has been studied for nearly
50 years. This has resulted in an ongoing development of test
techniques in order to provide the industry with the confidence that
these adequately predict resistance to degradation via testing in
laboratory standard conditions. More recently, there has been the
need to perform tests in simulated service conditions. This has been
driven by a desire to ensure safe materials selection, whilst avoiding
excessive conservatism in testing, which could eliminate good
candidate materials with consequential impact on the projects.
jects.
Over the past two decades, deepwater and ultra-deepwater
developments have driven the need to assess the corrosion fatigue
performance of steel catenary risers (SCRs) in mild sour conditions
as well as the impact of the external seawater environment with
cathodic protection. More recently, the industry has also started
to assess the corrosion fatigue behaviour in sweet produced fluids
and the effects of lateral buckling. However, in these cases the vast
majority of endurance testing has been performed under ambient
pressure and limited to maximum test temperatures of around 80˚C.
Some endurance testing of wires for flexibles has been undertaken at
elevated temperature and pressure by Exova. Similarly, fatigue crack
propagation and frequency scanning under similar conditions on
small specimens has also been undertaken for SCRs.
Looking forward, there is the need to consider how clad systems
can be tested using elevated temperature and pressure. In addition,
HPHT (high pressure high temperature) developments may further
drive corrosion fatigue testing – even for components such as
downhole tubulars and wellhead equipment – further complicating
material sampling and testing.
Proactive fitness-for-purpose
Proactive fitness-for-purpose (FFP) can be applied to a wide range of
cases covering insulation and coating field joints, cathodic protection
at -800 mV
Ag/AgCl
rather than -1000 mV
Ag/AgCl
to avoid hydrogen
embrittlement etc. However, it is usually considered in terms of
pressure containing components and structural components.
The materials selection for the SURF components during the
initial design (FEED) may be predicated upon the knowledge of
suitability from field conditions or, in borderline cases, a desire to
test materials to optimise selection specifically for the development.
Similarly, for new developments that extend the materials
application to higher pressures and temperatures, testing is required
to qualify materials and weldments.
Testing early on in the project development can avoid the higher
costs associated with later changes in the implementation process.
Even if project specific materials are unavailable – for borderline
cases or new applications – the testing of representative materials
can be beneficial in improving confidence in the material selection
decision.
Aspects to consider include:
Ì
Mechanical properties and tolerable flaw sizes for installation.
Ì
Material resistance to degradation, e.g. corrosion,
environmentally assisted cracking, corrosion fatigue.
Ì
Operational conditions and changes influenced by the
production profile and life of the development.
Ì
Predicted upset or intermittent conditions.
These factors then influence the material selection which is based
on:
Ì
Environmental conditions, including temperatures, pressures,
and corrosivity.
Ì
Mechanical properties required for pressure containment and
load carrying.
Ì
Compatibility with other materials and impact of welding.
Ì
Installation methods and imparting of high plastic strain.
Ì
Commissioning and subsequent lay-up prior to operation.
Ì
End of life condition and potential recovery/abandonment.
For existing assets there is often the need to consider FFP to have
confidence in continued integrity:
Ì
Impact of tie-in of new wells/fields resulting in a change in
corrosivity or severity of the sour service environment.
Ì
Desire to extend operational life beyond original design.
FFP requires that safety be ‘assured’ through all these steps
which can then result in conservatism being compounded and an
‘overly conservative’ outcome arising which may have very high cost
implications for development.
Impactofmaterialssampling
In most test methods it is necessary to sample material to produce
the test specimens. For tubulars, line pipe and girth welds, the range
of test methods available to assess resistance to degradation in sour
service is quite wide (listed in ISO15156/NACE MR0175). Therefore,
both specifiers and users of the standards must understand the
ramifications of both the test technique, i.e. reproducibility,
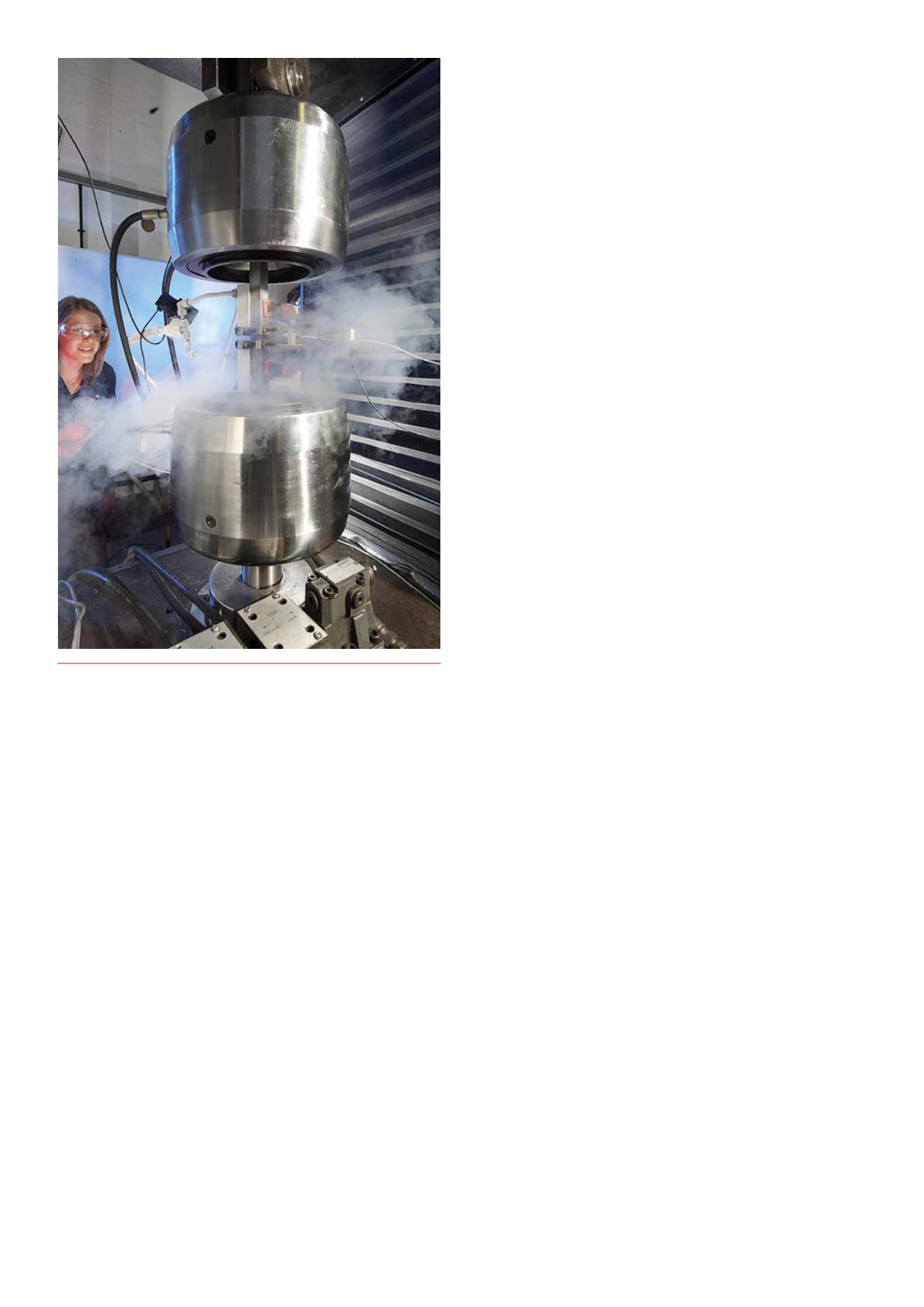
Figure 1.
Fracturemechanics testing to support pipeline installation
using single edge notch tension (SENT) specimen geometry.


