alloys. This increases the quality and enables good fusion
between beads.
SpinArc is a preferred alternative for either of these
methods. It easily plugs into existing welding power
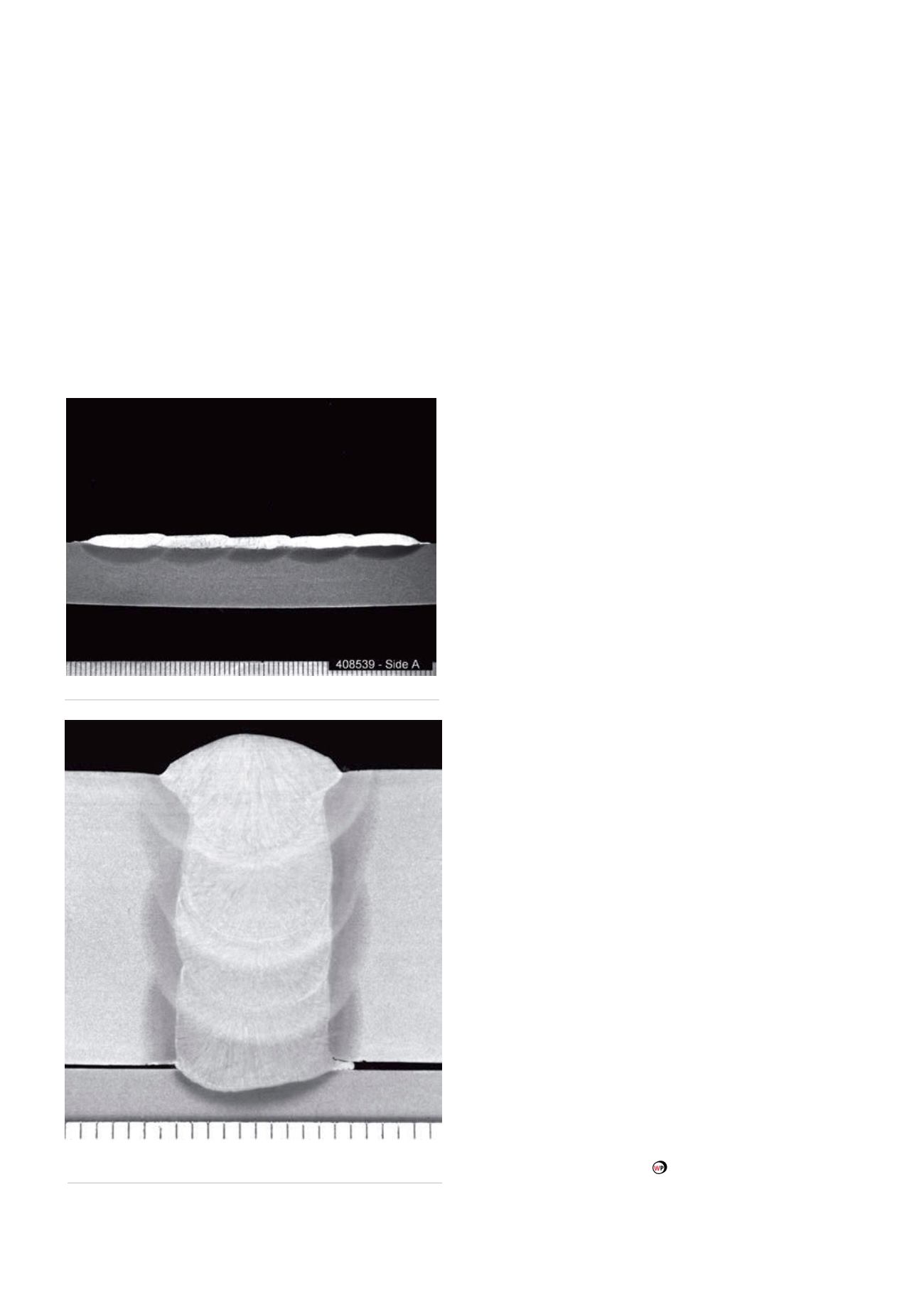
sources found in all fabrication shops today. Figure 5 shows
an example of a weld overlay with a 1.2 mm 625 metal core
electrode.
In this example, the iron content after a single layer
is measured to be 8.79%, which is less than the typical
maximum allowed value of 12%. With a two-pass weld
overlay procedure, this value drops to 3.8% Fe.
The welds were made with a pulse waveform
at 18.5 in./min. (470 mm/min.) travel speed and
500 in./min. (12.7 m/min.) wire feed speed. Each weld
bead is approximately 0.625 in. (16 mm) wide, and the
penetration into the base metal is limited to a consistent
1 mm. This process can be utilised for cladding both plate
and pipe.
Benefits
Increased productivity
There are a number of benefits available when utilising
SpinArc. Increased productivity is the first and most
obvious benefit. This is made possible by the physics at
the arc. The centrifugal droplet transfer enables increased
wire feed speeds in all positions, which opens up new
options for fabricators.
It is normally impossible to weld in spray transfer
mode out of position. Metal core electrodes are typically
limited to flat position welding only. With SpinArc,
welding in all positions with metal core electrodes is
straightforward, even on standard CV power supplies.
All-position, high-deposition rate welding is
realised by maximising the wire feed speed. Wire feed
speeds for 0.045 in. (1 mm) metal core wires in the
500 - 600 in./min. (12 - 15 m/min.) range are typical with
rotating arc. The corresponding deposition rates are
between 13 - 16 lbs/hr (5.9 - 7.3 kg/hr), which are similar to
those seen in submerged arc welding.
Enhanced quality
This process enhances the quality of the weld by the
centrifugal arc directing the energy into the sidewall of
the joint. Changing from a standard weld joint, to a narrow
gap, adds to the productivity gains. In some cases, square-
edged butt joints, which require little to no preparation,
can be used in place of a bevelled joint. Eliminating the
plate preparation significantly reduces labour costs while
minimising safety risks associated with handling large
plates and bevelling equipment.
With a narrow gap, distortion of the fabricated
pieces is significantly reduced along with the associated
residual stresses. Angular distortion is a function of the
number of weld passes, the welding procedure and the
geometry of weld joint. Using fewer passes and narrow
gap joint geometry, results in less longitudinal and angular
distortion.
Improved quality is another benefit. Agitation of the
weld puddle caused by the rotation provides for a cleaner
weld. There is a consistent penetration profile throughout
the weld that minimises lack of fusion related defects for
improved robustness.
Conclusions
SpinArc, also known as rotating arc welding, is poised
to deliver significant increases in productivity, quality
and safety through the unique physics of a rotating arc.
High deposition rate welding is possible in all positions
with torches that plug into existing welding systems for
immediate improvements.
Figure 5.
8.79% Fe with one pass.
Figure 6.
Four passes, square-edge butt weld on ¾ in. (19 mm)
plate.
72
World Pipelines
/
JANUARY 2015


