The potential reduction in repair rates and associated
increased quality are especially valuable for offshore work.
Quality is an absolute must for building subsea
flowlines and steel catenary risers (SCRs). The flaw
acceptance criteria for pipe girth welds in these
applications represent some of the most stringent in
the welding industry. Every weld is 100% inspected with
automatic ultrasonic testing (AUT), which provides high
resolution and little room for error.
When used in narrow groove welds that are typically
found in modern spool bases, the rotating arc torch
can provide high speed productivity, while meeting the
demanding acceptance criteria for SCR welds.
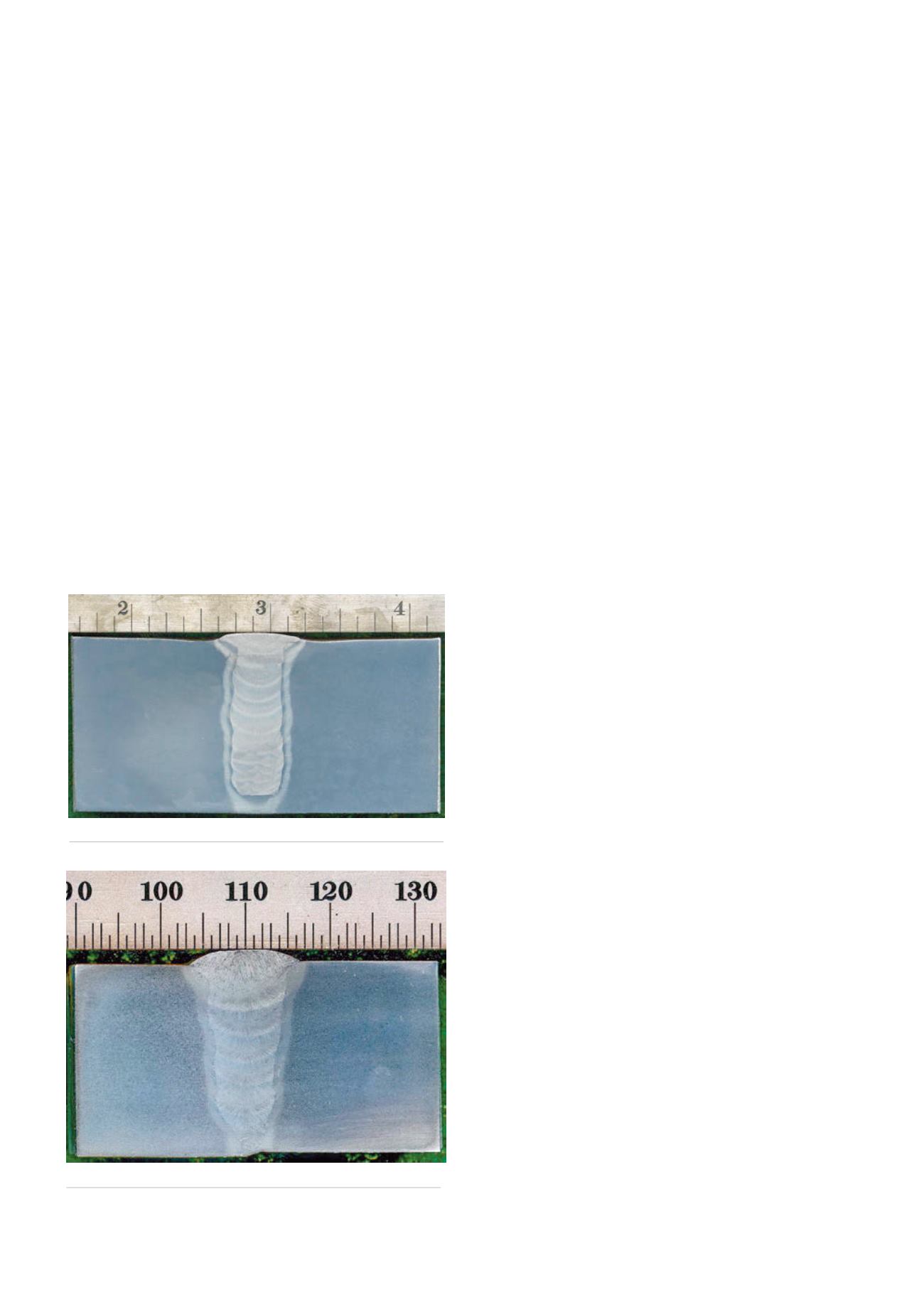
Figure 3 shows a weld cross-section from an X65 grade
pipe, with an outside diameter of 10 in. (273 mm), and
a wall thickness of 1.25 in. (30 mm). In this project, the
focus was on fill and cap pass development using metal
core with a wire feed speed of 550 in./min. (14 m/min.).
The deposition rate, even in the overhead position, was
15 lbs/hr. (6.8 kg/hr). Throughout the weld there was
sound fusion with a consistent bead profile both into the
previous pass as well as into the sidewall.
Similar welding procedures can be used on cross-
country pipeline construction as well. Using essentially
the same bevel design found with mechanised welding
systems, contractors can upgrade to SpinArc and achieve
even higher deposition rates when using a metal core
electrode.
Tie-in welds
Additionally, SpinArc torches can be utilised for tie-in
welds with standard API factory bevels. In this case, the
spin diameter is increased appropriately to fill the joint.
Today, flux core gas shielded wires are often used on
mechanised welding systems for tie-in welds. Previously,
metal core products would not work in this application
with the welding power sources that are typically used in
the field. A fast freezing slag system is generally required
to hold the molten weld metal in position as the weld
solidifies and fills the joint.
With a rotating arc, centrifugal forces hold the molten
puddle in place, allowing conventional welding power
sources that are commonly found in the field to be
utilised. This produces a high deposition rate process,
utilising standard equipment. Additionally, switching
from a flux cored, to a metal-cored electrode, provides
additional savings by eliminating the need to remove slag
between welding passes.
Open root welding
Development of rotating arc solutions for open root pass
welding is ongoing. Preliminary findings are positive with
travel speeds in the 20 - 30 in./min. (50 - 75 cm/min.)
range. If contractors successfully implement this
technology on open root passes with mechanised systems
in the field, this will forever change the way pipelines are
built.
Clad overlay
Another application is weld overlay of corrosion resistant
alloys (CRA) materials. There are numerous methods
of overlaying, including submerged arc and electroslag
welding. Both of these methods are limited to the flat
position only, which requires the parts to be positioned
and rotated while welding. These methodologies require
expensive equipment, turning rolls, and manipulators.
Another method used today is gas tungsten arc welding
(GTAW) or TIG welding. TIG is known for its high quality
welds, but it is extremely slow.
Weld overlay with corrosion resistant alloys such as
625 is a common requirement in the oil and gas industry.
For sour service environments, specifications typically
require a maximum iron (Fe) content of 10 - 12% on the
weld overlay surface. With standard arc welding processes,
achieving this requires multiple weld passes, and two or
three weld layers are common.
With rotating arc, a consistent and shallow penetration
is possible. This minimises the amount of base material
chemistry that is pulled into the weld puddle. Additionally,
the rotating arc flattens the weld bead and provides for
a gradual taper at the weld toes even with alloys that
are typically ‘sluggish’ like 625 and other nickel-based
Figure 3.
Fill passes on X65 pipe.
Figure 4.
Open root weld.
70
World Pipelines
/
JANUARY 2015


